

復雜工件的自動焊接離不開自調式焊接滾輪架的使用,變位機可與工人一起進行各種位置。在工件焊接操作的情況下,大大提高了人工焊接的效率,但由于主要電源是電機,焊接不能有效接地,會造成嚴重后果。那么,焊接變位器如何接收地線呢?
一.接地不良的后果
1.自調式焊接滾輪架接地不良會導致焊接電流起伏,導致焊接過程不穩定,焊接電流起伏過大,焊接電源在預防意識下啟動,產生停止弧。
2.導電機構元件之間的接觸不良會燃燒這些元件。特別是在工作電流較大的情況下,損壞可能更嚴重。
二.接地接線方法
1.自調式焊接滾輪架6000mm.20mm厚導電板與操作臺同時旋轉。
2.在安裝導電板的過程中,對稱安裝兩組電導體。由黃銅導體制成。.導體塊.彈簧和調節螺母。
3.導體調節支架固定黃銅導體,黃銅導體牢牢按壓彈簧導板,保持良好的導電接觸。
4.黃銅導體的另一端與焊接地線相連。
三.自調式焊接滾輪架接地電機
導電板與黃銅導體接觸面的要求是滾動產生光滑光滑的表面。這可以提高導電板與黃銅導體的接觸性能,減少對黃銅導體的損壞,從而提高使用壽命。這種導電機制的容量約為2萬A。
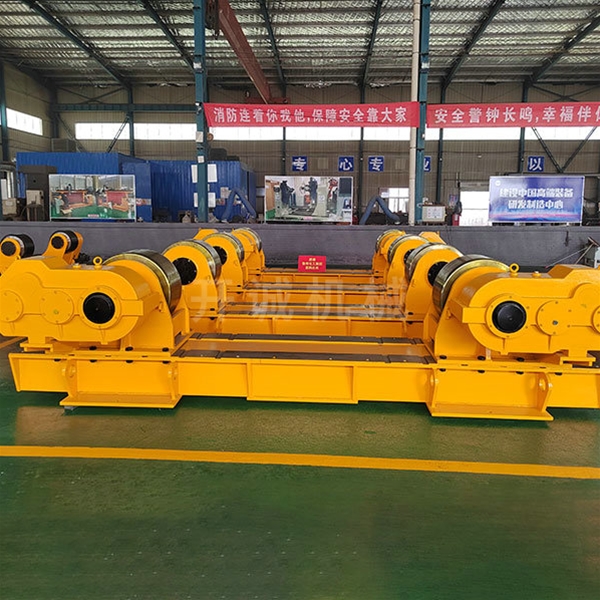
自調式焊接滾輪架是焊接時的一種輔助設備,在其中自調式焊接滾輪架尤為常見,經常在內外縱縫等焊接中被廣泛使用。
它由底座、主動輥、從動輥、支架、傳動裝置、動力裝置驅動等組成。傳動裝置驅動主動輥,利用主動輥與圓柱形工件的摩擦力驅動工件旋轉,實現位移,實現內外環縫和內外環的水平位置焊接。工件的縱向接頭。配套的自動焊接設備可實現自動焊接。,可大大提高焊接質量,降低勞動強度,提高工作效率。自調式焊接滾輪架也可用于手工焊接或作為檢測和組裝圓柱形工件的裝置。
圓柱形(或圓錐形)焊件旋轉裝置利用焊件與驅動輥之間的摩擦。大多數壓力焊接方法,如擴散焊接、高頻焊接和冷壓焊接,都沒有熔化過程,因此不存在熔化焊接等有益合金元素的燃燒的問題。自調式焊接滾輪架簡化了焊接。這一過程還改善了焊接安全和衛生條件。對于許多難以焊接的材料,自調式焊接滾輪架通常可以通過壓焊焊接成與母材強度相同的高質量接頭。
其特點是在焊接過程中施加壓力,不需要填充材料。大多數壓力焊接方法,如擴散焊接、高頻焊接和冷壓焊接,都沒有熔化過程,因此不存在熔化焊接等有益合金元素的燃燒的問題。自調式焊接滾輪架簡化了焊接。這一過程還改善了焊接安全和衛生條件。同時,因為加熱溫度低且短,以是熱影響區小。許多焊接困難的材料,通常可以通過壓焊焊接成與母材強度相同的接頭。